トップページ > 機械加工におけるVA/VE提案
機械加工におけるVA/VE提案
①フライス加工における部品サイズ最適化設計によるコストダウン
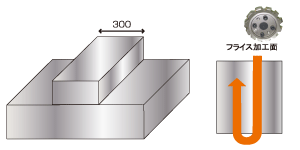
Φ200の大型フライスカッターで表面を加工するとき、上記のようなフライスカッターサイズよりも加工面が大きい場合、2回の切削経路が必要になってしまいます。
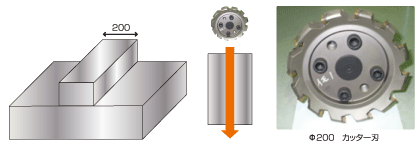
製品設計上問題がない場合、切削面の幅をカッター径内に抑えることができれば1回の経路で切削が完了するため、加工工数を半分にすることができます。
フライスカッターにより面仕上げを行う場合、工具のサイズを考慮することでコストダウンにつなげることができます。上のケースでは設計上フライス加工の径路を1回にすることで加工コストダウンを図っています。
②中ぐり加工におけるR形状設計のポイント
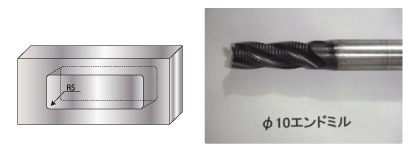
上図のような窓抜き加工で、角部のRサイズが設計上小さく設定されている場合、小径の工具で加工を行わなければならないので時間が増加します。
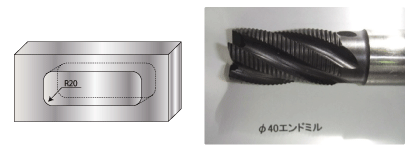
角部のRサイズを大きくすると大径の工具を用いることができる為、加工時間を削減することが可能となります。
角部のRを設定する際は、加工を行う工具を考慮することが重要です。特にポケット加工や中ぐり加工のように広い面の加工を行う場合は、径の大きい工具を用いることができるようRを大きくとることがポイントです。
③部品一体化設計による加工工数削減のポイント
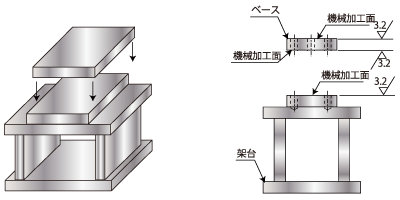
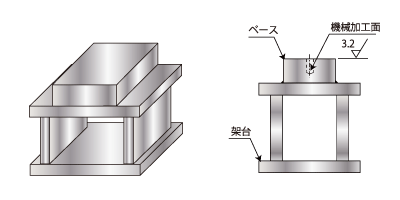
別々の部品を組み合わせてひとつの部品にする場合、組み合わせる部品それぞれで機械加工する必要がありますが、はじめから部品を一体化設計すれば、一度の機械加工ですみます。
④大型製缶部品における機械加工の工数削減の設計ポイント
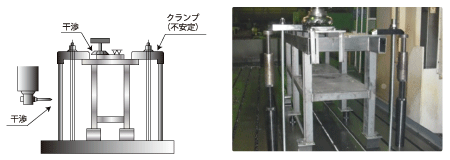
製品下部にクランプ場所がない場合、製品上部でクランプすることになり、クランプが低下します。さらに、クランプ冶具が加工機と干渉し、5面加工機の利点が活かせずに加工時間が長くなります。
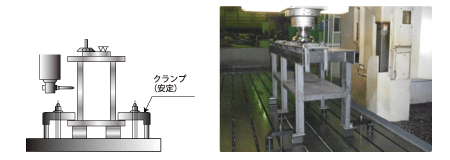
製品の下部にクランプ場所を設けることで、製品を安定して固定することができ、加工がしやすくなります。また加工機がクランプ冶具と干渉しない為、5面加工機の利点を生かす事ができ、自由度が高く、加工時間を短くすることことができます。
大型の部品に5面加工機で機械加工をおこなう場合、クランプ箇所がどこになるかで工数が大きく変わってきます。5面加工機の自由度を妨げないように、製品下部にクランプ台を設けておくことで5面加工機を有効に活用することができます。
⑤必要加工範囲の明確化によるコストダウン設計のポイント
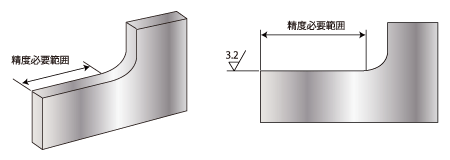
上図のような指示の場合、加工範囲が明確でなく加工境界部の仕上がり状態の不良や境界部自体のばらつきが生じてしまいます。
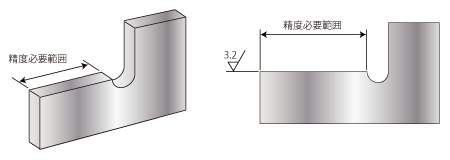
加工境界部に切り欠きを設け、精度必要範囲を明確化すれば境界部の仕上がり状態がよくなり、ばらつきも抑えることができます。
図面上で加工範囲が明確化されていない上図のような場合、加工の境界部分で仕上がり状態が悪くなります。加工精度の必要な部分を図面上で明示し、加工境界部に切り欠きを設けることで、境界部分の仕上がり状態を向上させることができます。
⑥フライス加工を要する製缶部品の板合わせ方向の設計ポイント
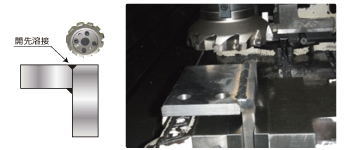
上図のように溶接部に機械加工面があると開先溶接の工程が増えてしまいます。また溶接の熱により、表面の硬化が生じて切削に時間がかかります。
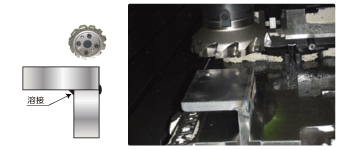
溶接部に機械加工面が来ないようにすることで、開先溶接が不要になり、工数を要する開先溶接が不要となりコストダウンにつながります。
溶接後にフライスによって面の加工を行う場合、上図のように溶接面が機械加工面になると開先溶接が必要になるが、下図のような組み合わせにしておくことで開先溶接は不要になり、コストダウンにつながります。
製缶品のVA/VE コストダウンでお困りごとはございませんか?

大型製缶品の製造コストを抑えたい」
「不良の発生し難い部品設計をしたい」
製缶・機械加工に関するコストダウン技術を
専門の担当者が無料でアドバイスいたします。
お気軽にご相談下さい。
「不良の発生し難い部品設計をしたい」
製缶・機械加工に関するコストダウン技術を
専門の担当者が無料でアドバイスいたします。
お気軽にご相談下さい。