トップページ > 切断・曲げ加工におけるVA/VE提案
切断・曲げ加工におけるVA/VE提案
①部品設計時における工程削減のポイント

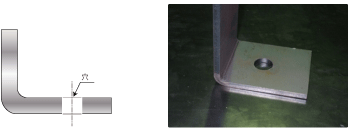
曲げ位置近くに穴がある場合、穴がベンディングにより変形してしまうことがあるので、曲げた後に穴加工をおこなう必要がありますが、穴位置をはじめから遠ざけておけば工数を削減できます。
②大型鋼管部品の接続における部品設計のポイント
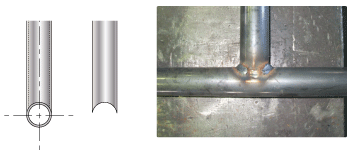

同径パイプの接続の場合は、突合せのかたちにパイプの端面を加工する必要があり、工数がかかってしまいますが、異径のパイプの場合であれば入れ込むだけで加工することができ、加工工数を削減することができます。
③板材の統一による加工工数削減のポイント
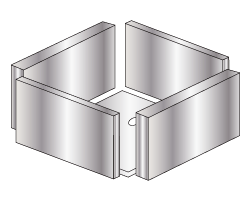
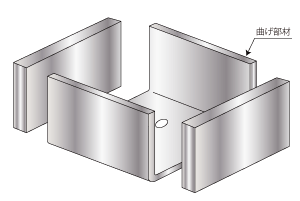
複数の板厚で部品が構成される場合、板厚の種類だけ板取が必要になるが、同じ板厚に統一することで一部曲げ加工で製作することができ、コストダウンにつながります。
製缶品のVA/VE コストダウンでお困りごとはございませんか?

大型製缶品の製造コストを抑えたい」
「不良の発生し難い部品設計をしたい」
製缶・機械加工に関するコストダウン技術を
専門の担当者が無料でアドバイスいたします。
お気軽にご相談下さい。
「不良の発生し難い部品設計をしたい」
製缶・機械加工に関するコストダウン技術を
専門の担当者が無料でアドバイスいたします。
お気軽にご相談下さい。